Zvary zvarových spojov: vlastnosti a vlastnosti
Pevnosť zvaru je určená niekoľkýmifaktory. Prvým dôležitým ukazovateľom je spôsob zvárania dvoch kovových konštrukcií medzi sebou. Druhým faktorom je správny spotrebný materiál. Tretím parametrom určujúcim pevnosť spoja kovovej konštrukcie sú presné rozmery zvarových spojov.
Čo je to katéter
Tento názov pochádza zo skutočnosti, že akzvážiť zvarový šev v úseku, potom s jeho ideálnym výkonom bude vyzerať ako rovnoramenný trojuholník. V tomto prípade bude noha vzdialenosť, ktorá leží medzi koncom švu jednej časti a rovinou druhej časti. V podstate bude zváraný kĺb nohou tohto rovnoramenného trojuholníka, teda meno.

Takže, čo je katetér, je to jasné. Je dôležité pochopiť, že pevnosť spojenia bude silne závisieť od hodnoty uhlového spojenia. Je však dôležité nedá sa mýliť. Skutočnosť, že zvarový kĺb zodpovedá za jeho pevnosť, neznamená, že čím silnejší je, tým silnejšie bude spojenie. V tomto prípade je potrebné pochopiť, že príliš veľa zváraných prvkov zhorší výkon pripojenia. Navyše príliš veľká spotreba elektród, plynu, toku a prísad výrazne zvýši náklady na takúto prácu.
Spojenie geometrie
Z dôvodov, ktoré boli opísané vyššie, veľmije dôležité zvážiť geometriu spoja. Hlavným parametrom pri spájaní dvoch kovových konštrukcií je, že zvarový spoj by mal mať veľké parametre pozdĺžneho prierezu.

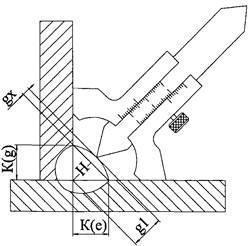
Napríklad pri zváraní dvochkovové prvky s rôznou hrúbkou by veľkosť spoja švu mala byť určená časťou, ktorá má menšiu hrúbku. Najčastejšie sú rozmery zvarového spoja určené a merané podľa vopred pripravených šablón. Dnes používajú zvárači najuniverzálnejší nástroj na meranie nohy. Takéto zariadenia sa nazývajú "zvárač katétrov".
Tento nástroj má formu dvoch tenkých dosiek,ktorých konce sú vo forme vybrania určeného na definovanie rôznych parametrov nohy. Odborník zase na šev používa rôzne veľkosti katétrov. Medzi nimi je nevyhnutne jedno, ktoré presne zopakuje geometriu zvarového spoja.
Tvar šve
Po vykonaní zváračských prác sa vytvárajú len dva typy švíkov.
Prvý typ je konvenčný zvárací šev, ktorývyzerá ako valec s konvexným povrchom. Je však dôležité poznamenať, že tento typ švíku, podľa odborníkov, nie je optimálny. Tento výrok má dva dôvody. Po prvé, dôraz na štruktúru sa značne zvýši v rámci tohto švu a po druhé, spotreba materiálov na vytvorenie takého švu sa výrazne zvyšuje.

Druhý typ šitia je považovaný za ideálny. Vyzerá to ako valček s konkávnym povrchom, ale na dosiahnutie tohto výkonu pri zváraní dvoch konštrukcií je veľmi, veľmi ťažké. Aby sa dosiahol tento typ švíku, je dôležité správne nastaviť parametre zváracieho stroja a tiež zachovať rovnakú rýchlosť vybíjania elektród. Aby ste splnili obe podmienky, potrebujete špecialistu, ktorý má v takýchto dielach veľa skúseností. Stojí za zmienku, že tento typ zváracieho švu sa nepoužíva pri zostavovaní kovových konštrukcií.
Rozmery uhlového spoja
Ak hovoríme o rozmeroch uhla zváranýchpotom, ako bolo uvedené vyššie, rozhodujúcim faktorom bude hrúbka zváraných častí. Napríklad, ak sú časti s hrúbkou 4 - 5 mm, veľkosť nohy bude 4 mm. Ak sa hrúbka zvýši, tak aj katet bude rásť.

Veľmi dôležitý faktor, ktorý ovplyvňuje konkávnosťalebo konvexita zvareného valca je to, na čo bola elektróda použitá. To sa týka chemického zloženia spotrebného prvku. Predpokladajme, že ak použijete elektródu, ktorá sa pri použití použije ako hustá a viskózna, výsledkom je konvexný povrch valca. Ak je počas roztavenia valca kov kvapalný a roztiahnutý, jeho povrch bude konkávny.
Rýchlosť a spôsob zvárania
Aby sa dosiahlo optimálne zvarové spojenie a aby sa zabezpečilo pevné spojenie počas práce, treba zvážiť niekoľko bodov.
- Hlavné parametre zvoleného režimu prevádzkybude súčasná sila, rovnako ako napätie. Odborníci v tejto oblasti vedia, že ak sa zvýši silu prúdu, rovnako ako vytvoriť stabilné napätie, zvar bude hlbší a bude mať menšiu hrúbku. Ak sa pri prevádzke udržať stabilnú prúd, ale aj zmenu napätia, potom výsledná zlúčenina bude menej hlboké, ale jeho hrúbka zvyšuje. Z toho vyplýva logický záver, že sa tiež bude meniť hrúbka zvarového spoja.
- Druhým faktorom je rýchlosť. Ak sa tento parameter neprekročí o viac ako 50 m / h, hĺbka zvárania kĺbu sa zvýši a hrúbka sa zníži.
- Ak robíte opak, to znamená, zvýšterýchlosť, potom sa zníži nielen hĺbka zvárania, ale aj hrúbka švu spoja. Takisto sa znížia charakteristiky kovu vytvoreného vo vnútri medzery medzi polotovarmi. To je spôsobené tým, že rýchle ohrievanie kúpeľa je zanedbateľné.

Ako zistiť zvarový šev
Treba povedať, že to nie je veľmije to ťažké. Podkladom pre toto tvrdenie je, že v sekcii je tento šev rovnoramenným trojuholníkom a výpočet nohy takéhoto čísla je pomerne jednoduchá operácia. Na vykonanie výpočtov môžeme použiť zvyčajný trigonometrický vzorec: T = S cos 45º.
T je veľkosť zvaru a S je šírka výslednej guľôčky alebo hypotenzou trojuholníka.
Na určenie švového rezu je dôležité vedieťhrúbka samotného švu. Táto operácia je pomerne jednoduchá, navyše v tomto prípade cos 45 ° bude rovná 0,7. Potom môžete nahradiť všetky dostupné hodnoty vo vzorci a získať hodnotu nohy s vysokou presnosťou. Výpočet zvarového spoja týmto vzorcom je jednou z najjednoduchších operácií.

Typy švov
K dnešnému dňu existujú dva hlavné typy zváraných švov. Tu je dôležité pochopiť, že šev a zvarový spoj sú rôzne.
- Zvárané zadné švy. Tento typ sa používa pri spájaní častí, ktoré sú konce konca. Najčastejšie v praxi sa tento typ spoja používa pri montáži potrubí, ako aj pri výrobe plechových konštrukcií. Použitie tohto typu švíku je považované za najúspornejšie a tiež najlacnejšie z hľadiska energie.
- K dispozícii sú aj rohové švy. V skutočnosti je tu potrebné rozlišovať tri typy - uhlovú, T-vlnu, lapovanie. Rezné hrany materiálov v tomto prípade môžu byť jednostranné alebo obojstranné. Závisí to od hrúbky kovu. Uhol rezu je v rozmedzí od 20 do 60 stupňov. Tu je však dôležité pochopiť, že čím viac sa vyberie uhol, tým viac budete musieť minúť spotrebný materiál a kvalita sa tiež zníži.
Konfigurácia zvarového spoja
Zváranie sa tiež líšia v ich konfigurácii. Existuje niekoľko typov: pozdĺžne priamočiare a krivočiarne, prstencové.
Ak sú pozdĺžne švy zvárané,je veľmi dôležité starostlivo pripraviť povrch kovu, najmä ak sa práca uskutoční s veľkou dĺžkou švu. Pri vytváraní tohto typu ševu je dôležité, aby povrch nebol zvlnený a všetky okraje okrajov je potrebné vyčistiť. Dôležité je aj odstránenie vlhkosti, hrdze, nečistôt alebo iných nežiaducich prvkov z pracovnej plochy pred zváraním.
Ak je zváranie prstencov, potom tuje veľmi dôležité nastaviť prevádzkový režim zváracieho stroja. Ak je priemer výrobku malý, potom je pre dosiahnutie kvalitného zváracieho spoja dôležité znížiť prúd.
Môžete dodať, že získané švy nemusí byťlen konkávne alebo konvexné, ale aj ploché. Ploché a konkávne typy sú najvhodnejšie pre tie konštrukcie, ktoré sa prevádzkujú pri dynamickom zaťažení. Dôvodom bolo, že tento typ švu nemá zrejmý prechod od kĺbu k kovu.
GOST zvarových švov
GOST 5264-80 je dokument, ktorýstanovuje hlavné typy, konštrukčné prvky, ako aj rozmery všetkých zváraných spojov. Je však dôležité poznamenať, že tento dokument sa netýka typov švov používaných na pripojenie potrubia.
Jeden z bodov tohto GOST to hovorípri vykonávaní zváracích operácií typu zadku a rôznej hrúbky častí môžu byť spojené rovnako ako časti s rovnakou hrúbkou, ak ich rozdiel nepresahuje určité parametre.
Tento dokument tiež opisuje, čo je povolenéposunutie zváraných okrajov pred zváraním voči sebe navzájom. Tiež sú stanovené číselné parametre posunutia, ktoré sú rozdelené na určitú hrúbku obrobku.
K tomuto dokumentu existuje aplikácia, v ktorejsú predpísané všetky minimálne rozmery zvarových spojov. Je potrebné dodať, že konvexita, rovnako ako konkávnosť švu, nemôže predstavovať viac ako 30% hodnoty jeho nohy.








