Obrábanie kovových častí
Zapojenie je časovo náročný proces,vrátane obrovského množstva rôznych druhov spracovania. Spravidla začína kompiláciou technológie trasy a vykonávaním výkresu. Táto dokumentácia obsahuje všetky údaje potrebné na výrobu dielov. Obrábanie je dosť dôležitou etapou, vrátane obrovského počtu rôznych operácií. Pozrime sa na ne podrobnejšie.

materiál
V závislosti od požadovanej časti vyberte aželeza vyrobený materiál. Po následnom spracovaní sa získa finálny produkt. Inými slovami, kovový materiál je obrobok. Môžu mať niekoľko typov: razenie, kovanie, valcovanie, cermetovanie. Každý typ polotovarov je odlišný v spôsobe, akým sa vyrába. Ak sa používa kovanie, napríklad pri výrobe v malom rozsahu sa používajú kovacie kladivá, potom sa kovové prášky lisujú vo formách pri tlaku 100 až 600 MPa na výrobu keramického kovového materiálu.
Spracovanie plochých a valcovitých povrchov
Ploché plochy sa spracúvajú frézovaním, hobľovaním, ťahaním. Zvyčajne také polotovary obsahujú plech a cermety.
Hobľovanie sa vykonáva na priečnom ahobľovacie stroje. Pri obrábaní na prvom mieste sa hlavným pohybom vykonáva rezačka a posuv sa vykonáva strojným stolom. Na hoblovačke je pravý opak. Okrem toho sa takéto obrábanie považuje za neproduktívne, pretože má príliš nízku rýchlosť rezania. Pracovný nástroj stráca dlhý čas na prerušenie voľnobehu. Výhody takéhoto spracovania sú poskytovanie priamej a priamej proporcionality.
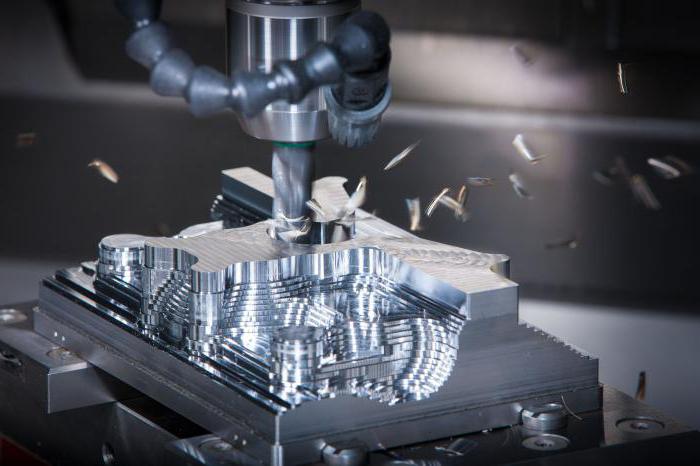
frézovanie
Jedna z najproduktívnejších metódspracovanie plochých aj valcovitých plôch sa považuje za frézovanie. To je spôsobené tým, že sa vykonáva súčasne niekoľkými reznými zubami. Obrábanie sa môže uskutočňovať postupne, paralelne, postupne-paralelne a kontinuálne. Povrch môže byť spracovaný frézovaním s drsnosťou Rz = 0,8-0,63 μm a táto úprava bude nazývaná tenká.
kreslenie
Týmto spôsobom sa diely spracúvajú hromadne avo veľkom meradle. V niektorých prípadoch môže byť vyťahovanie vymenené brúsením a sekaním. Toto obrábanie má veľmi vysokú presnosť. Napínanie sa môže vykonávať tak vo vertikálnom smere, ako aj vo vodorovnom smere. Toto spracovanie sa používa na operácie s vyššou presnosťou a rezný nástroj pracuje v podmienkach obrovských zaťažení, ako je stláčanie, ohýbanie, preťahovanie.
Napríklad sa pri spracovaní používa napínanieotvory v strelných zbraniach, na rezanie klinových dráh a drážok. Brože sa používajú ako rezací nástroj, pevný aj prefabrikovaný. Sú vyrobené z vysokorýchlostných a stredne legovaných nástrojových ocelí.
Obrábanie otvorov a závitov
Mechanické obrábanie dielcov nie je beztaké dôležité nástroje, ako sú vŕtačky, záhlubníky, kohútiky, zametanie. Na vyvŕtanie otvoru s požadovaným priemerom je výpočet režimu rezania pre tento proces povinný. Spravidla sa otvor vyvrtáva na požadovaný priemer, pričom sa zohľadňuje prídavok na následné spracovanie. Aby sa zaistila najvyššia presnosť, používa sa zametanie a pre polotovar je možné použiť záhlbník.
Mechanické obrábanie dielov môže tiežvykonať s kohútikom. Tento nástroj je určený na rezanie do existujúcich otvorov. K dispozícii sú kohútiky pre slepé a priechodné otvory. Na rezanie vonkajších závitov použite rezačky a matrice. Pred použitím je potrebné obrobok opatrne vyčnievať. Aby sa vytvoril vysoko kvalitný a efektívny prístup k reznému nástroju, skosenie na konci výrobku sa odstráni pred začatím operácie. Mal by mať rovnakú výšku ako profil nite.

Mechanické spracovanie kovových častí aV zriedkavých prípadoch sa spracovanie závitov vykonáva pomocou hlavy skrutiek. Sú upevnené v stopke stopkou. Môže mať prizmatické, radiálne alebo okrúhle hrebene. Nespojujú závitový závit v reverznom zdvihu, pretože na konci procesu sa rozptýlia v automatickom režime.
Mechanické spracovanie kovu na obrábacích strojoch a strojochliniek sa študoval na mnohých vysokých školách a univerzitách. Špecialita má kód 36-01-54 a je rozdelená do takých smerov: frézka, obracač, brúska, regulátor kovových a obrábacích strojov, obsluha automatických (AL) a poloautomatických vedení. Keďže moderné technológie nie sú stále, je veľmi dôležité skúmať mechanické spracovanie kovov na CNC strojoch a na AL.

Takéto zariadenie výrazne uľahčuje prácuoperátormi. Ich hlavnou úlohou je riadiť, nastavovať a zaťažovať časti a polotovary. Všetky prevádzkové automatické linky sa vykonávajú pomocou špeciálnych počítačových programov a prakticky nevyžadujú zásah operátorov. Použitie AL umožňuje výrazne znížiť náklady na spracovanie a čas výroby dielov.